













今天东坡小编为大家带来了一份完整的拆电极详细的入门方法,也就是详细的ug拆电极视频教程,非常的高清、实用,对于想要学习好ug的朋友们来说,非常的有帮助!
拆电极详细的入门方法,全面系统地讲解电极铜公的各种拆法,包括骨位电极,电极加强,电极碧空,立体电极等。
ug拆电极注意事项
我们在拆电极前首先要解公司用料情况,尽量做到物尽其材,进口铜较一般标准单边减1mm至1.5mm已足够,国产锻打铜做得较不标准建议单边减2mm较妥, 还有最重要的较表位,如公司条件较好的话XY轴较表位预设单边8mm左右,最少不能低于5mm,方便较表通过

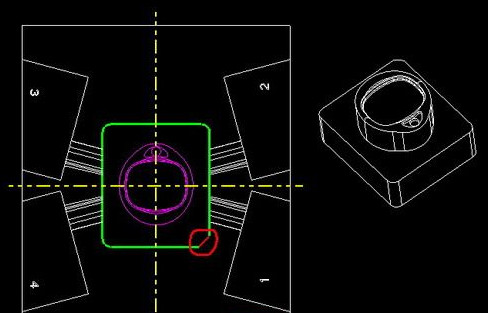
电极的基座相当重要,很多拆组合电极的同袍应该遇到利用线切割清除刀具不能加工的地方(下右上图属典型须用线切割清角的电极),这时须要用基座进行分中碰数,还有利用线割铜丝(慢走丝EDW)和基座调节电极的垂直度,这时基座重要性离就突现出来了!以三角形(勾股定理)为例:如股和弦的夹角(tan)设一小小角度,将弦越拉长,勾的长度亦跟随变化大家可以随便摆个工件在机床做个试验,用较表移动2mm可看到表针移动很少,移到50mm时表针变化很大,证明角度和长度关系重要吧,从这一实验可以证明电极的基座多么重要!基座越厚调节电极的垂直度越准,建议设置15mm以上,当然有些山寨厂要省铜料的话我无话可说

EDM冲水位高度的预设也要注意,在工件最高处加5mm以上较妥,这样方便火花机加工时冲走残渣,大家不要小看这环,EDM放电加工时会产生残渣,如果不能及时冲走碳粉的话会,EDM的二次放电会损伤电极,更致命的是积碳造成工件损坏!!!特别是加工深骨位(加强筋之类),由于积碳造成大肚倒扣,注塑时会出现粘模现象,本人就有切肤之痛(由于偶做模由底层学徒做起),当然前模影响就更不用说了,相信做过模具的同袍应有深刻的体会!!!所以冲水位也不能勿视

拆电极详细的入门方法预览


- PC官方版
- 安卓官方手机版
- IOS官方手机版
 比思电子pads视频教程原理图+PCB文件【百度云】
比思电子pads视频教程原理图+PCB文件【百度云】
 魔鬼作坊易语言做挂vip视频教程mp4格式免费下载【完整】
魔鬼作坊易语言做挂vip视频教程mp4格式免费下载【完整】
 电化学测试技术pdf格式高清免费下载
电化学测试技术pdf格式高清免费下载
 同济大学钢结构设计计算书案例(轻型门式刚架)word格式免费下载
同济大学钢结构设计计算书案例(轻型门式刚架)word格式免费下载
 韩顺平 轻松搞定网页设计 html+css+js【完整版视频教程/百度网盘】
韩顺平 轻松搞定网页设计 html+css+js【完整版视频教程/百度网盘】
 中国古代妖怪图鉴(彩色版)doc格式高清免费版
中国古代妖怪图鉴(彩色版)doc格式高清免费版
 个人工作调动申请书范文doc格式免费下载
个人工作调动申请书范文doc格式免费下载
 vbscript函数速查手册(附源码)chm格式官方权威版免费下载
vbscript函数速查手册(附源码)chm格式官方权威版免费下载
 vbscript语言参考手册(程序员必备)chm格式免费下载
vbscript语言参考手册(程序员必备)chm格式免费下载
 2015幼儿园中班教师个人工作总结doc格式免费版
2015幼儿园中班教师个人工作总结doc格式免费版
 9大ppt演讲实用技巧doc格式免费下载
9大ppt演讲实用技巧doc格式免费下载
 少先队入队申请书范文(2篇)doc格式免费下载
少先队入队申请书范文(2篇)doc格式免费下载
 工作岗位调动申请书范文(2篇)doc格式免费下载
工作岗位调动申请书范文(2篇)doc格式免费下载
 2015高校教师进修学习总结范文(2篇)doc格式【word免费版】
2015高校教师进修学习总结范文(2篇)doc格式【word免费版】
 photoshop设计制作宣传册教程word格式免费下载【超详细】
photoshop设计制作宣传册教程word格式免费下载【超详细】
 装修流程图高清完整版jpg格式免费下载
装修流程图高清完整版jpg格式免费下载
 低价开通年费超级会员(60QB开通年费官方超级会员视频教程)1.0 免费版
低价开通年费超级会员(60QB开通年费官方超级会员视频教程)1.0 免费版
 2015年财务工作个人总结范文(3篇)doc格式免费下载
2015年财务工作个人总结范文(3篇)doc格式免费下载
 教师见习期工作小结范文(2篇)doc格式免费下载
教师见习期工作小结范文(2篇)doc格式免费下载
 音乐教师见习期工作小结范文doc格式免费下载
音乐教师见习期工作小结范文doc格式免费下载
 2015教研员工作总结范文(2篇)doc格式免费下载
2015教研员工作总结范文(2篇)doc格式免费下载





 美食大战老鼠封包最新使用视频教程【9月10号
美食大战老鼠封包最新使用视频教程【9月10号 CAD快捷键全集免费下载1.0 免费版
CAD快捷键全集免费下载1.0 免费版 快速学习古琴减字谱基础教程doc格式免费打印
快速学习古琴减字谱基础教程doc格式免费打印 黄山奇石ppt课件免费下载【小学二年级语文上
黄山奇石ppt课件免费下载【小学二年级语文上 一分钟能做什么课件(珍惜时间ppt)完整免费版
一分钟能做什么课件(珍惜时间ppt)完整免费版 孙权劝学原文及翻译doc格式最新整理版【可直
孙权劝学原文及翻译doc格式最新整理版【可直 舌尖上的中国全文案doc格式免费版【优秀文案
舌尖上的中国全文案doc格式免费版【优秀文案 事业单位法人年度报告书(样表模板)doc格式
事业单位法人年度报告书(样表模板)doc格式